日期:2025-07-28 来源:瑞博环保
工业纯水设备是工业生产中不可或缺的水处理装置,其核心功能是通过物理、化学及生物技术去除水中的各类杂质,为不同行业提供符合特定标准的高纯度用水。以下是其主要功能及技术特点:
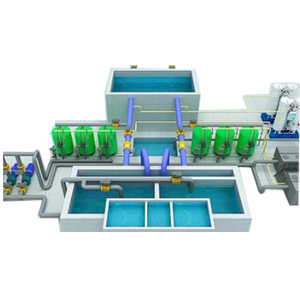
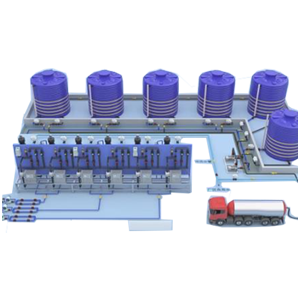
工业纯水设备采用多级处理工艺,包括预处理(砂滤、活性炭吸附)、精处理(反渗透、EDI)和后处理(紫外线杀菌、超滤),可有效去除:
· 悬浮物与颗粒物:通过砂滤、精密过滤器去除泥沙、铁锈等。
· 有机物与胶体:活性炭吸附余氯、有机物,超滤膜截留胶体物质。
· 无机盐与重金属:反渗透(RO)技术脱盐率≥95%,EDI进一步去除离子,使电阻率达18.2MΩ·cm。
· 微生物与热原:紫外线杀菌(波长253.7nm)灭活99.9%的细菌、病毒,超滤膜去除热原。

· 设备配备在线监测系统(如电导率仪、流量计),实时调控水质,避免因原水波动影响生产。
· 自动化控制(PLC+SCADA)实现无人值守运行,高低压保护、自动清洗等功能延长设备寿命。

· 高纯水可防止锅炉结垢、精密仪器腐蚀,减少停机维护频率。
· 在电子行业,超纯水(电阻率≥18.2MΩ·cm)确保半导体清洗无污染,提升良品率。

· EDI技术替代传统离子交换,无需酸碱再生,减少废水排放。
· 废水回收系统(如RO浓水回用)降低水资源消耗,符合可持续发展要求。

· 医药行业:需无菌、无热原水(注射用水标准),多采用蒸馏+RO组合。
· 食品饮料:保留适量矿物质,采用纳滤或双级RO工艺。
· 锂电池制造:超纯水去除重金属,避免电解液污染。
总结:工业纯水设备通过高效净化、智能控制及环保设计,满足电子、制药、食品等行业的严苛需求,是保障生产质量与效率的关键设施。


 关注官方微信平台
关注官方微信平台
 关注官方微博平台
关注官方微博平台 
 关注官方百家号
关注官方百家号 
 关注官方抖音平台
关注官方抖音平台 
 关注官方快手平台
关注官方快手平台 
 关注官方视频号平台
关注官方视频号平台