日期:2026-01-29 来源:瑞博环保
本文以某大型乳制品加工厂的废水处理系统为例,分析食品废水处理设备的典型配置与运行效能。

该废水案例处理规模为日处理量1500立方米。废水主要源自设备清洗、产品加工等环节,具有高浓度COD、BOD5,以及含油脂、悬浮物、氮磷营养物等典型食品废水特征。

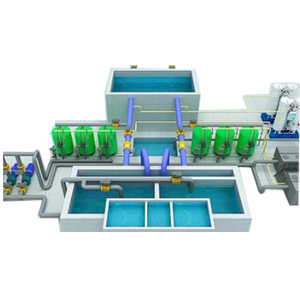
废水核心处理工艺采用“预处理+生化处理+深度处理”的组合路线。预处理单元配置格栅、调节池及高效气浮设备。其中,涡凹气浮机有效去除了大部分悬浮物及油脂,为后续生化系统稳定运行提供了保障,其去除率分别达到85%和90%。

生化处理单元是该系统的核心,采用厌氧-好氧相结合工艺。前端采用升流式厌氧污泥床反应器,将高浓度有机污染物高效转化为沼气,实现了能源回收并大幅削减了有机负荷。后续衔接两级A/O(缺氧/好氧)工艺,通过生物脱氮除磷作用,进一步降解剩余有机物,并有效控制氮磷排放。
深度处理单元采用混凝沉淀与纤维转盘过滤,作为出水达标的最终保障。该组合工艺有效去除了残留的细微悬浮物及胶体物质,确保出水清澈透明,主要污染物指标稳定优于《污水综合排放标准》一级标准。
案例分析表明,针对食品废水成分复杂、可生化性好的特点,选择组合工艺并匹配高效可靠的设备是关键。该案例通过强化预处理、高效厌氧消化及精细化深度处理,实现了环境效益(达标排放)、经济效益(能源回收、运行成本可控)与运行稳定性的统一,为同类食品企业废水处理提供了可靠的技术与设备选型参考。
本文关键字:食品废水处理设备案例分析,工业废水处理设备,矿井水处理设备,煤矿污水处理设备

 关注官方微信平台
关注官方微信平台
 关注官方微博平台
关注官方微博平台 
 关注官方百家号
关注官方百家号 
 关注官方抖音平台
关注官方抖音平台 
 关注官方快手平台
关注官方快手平台 
 关注官方视频号平台
关注官方视频号平台